Industrial processes generate vast quantities of waste, much of which is classified as hazardous due to its potential to harm human health and the environment. Among these, oily hazardous waste, such as oil sludge, presents a significant challenge due to its complex composition and the potential for environmental contamination. Proper management and sustainable recycling of this waste is crucial for minimizing environmental impact and recovering valuable resources.

Understanding Oil Sludge
Oil sludge is a viscous byproduct formed during the extraction, transportation, refining, and storage of crude oil. It contains a mixture of hydrocarbons, water, heavy metals, and solid particles, making it highly toxic and environmentally persistent. The improper disposal of oil sludge can lead to soil and water contamination, posing risks to ecosystems and human health. More and more consumers are choosing pyrolysis technology to recycle this pollutant.
The composition of oil sludge varies depending on its source, but typically includes oil content ranging from 10% to 70%, water content from 20% to 80%, and solids from 5% to 20%. The presence of heavy metals such as lead, chromium, and cadmium further complicates its disposal and necessitates careful handling and treatment.
Environmental and Health Impacts
The improper disposal of oil sludge can have severe consequences. When oil sludge is dumped into landfills or water bodies, it can leach toxic substances into the soil and groundwater, contaminating drinking water supplies and agricultural lands. The presence of hydrocarbons in oil sludge also poses a fire hazard, while volatile organic compounds (VOCs) contribute to air pollution.
Exposure to oil sludge can have detrimental health effects on humans and wildlife. Prolonged exposure to the chemicals in oil sludge can lead to respiratory problems, skin irritation, and long-term health issues such as cancer. Moreover, the contamination of water bodies affects aquatic life, disrupting ecosystems and threatening biodiversity.
Sustainable Recycling: A Critical Need
Given the environmental and health risks associated with oil sludge, sustainable recycling methods are essential for managing this hazardous waste. The goal is to recover valuable resources, reduce waste volume, and minimize the environmental impact. Several techniques have been developed to treat and recycle oil sludge, with varying degrees of efficiency and sustainability.
Thermal Desorption
One of the most effective methods for treating oil sludge is thermal desorption. This process involves heating the oil sludge to high temperatures, causing the hydrocarbons to vaporize. The vapors are then collected and condensed, allowing for the recovery of valuable oil fractions. The remaining solid residue, which contains minimal hydrocarbons, can be safely disposed of or used in other applications, such as construction materials.
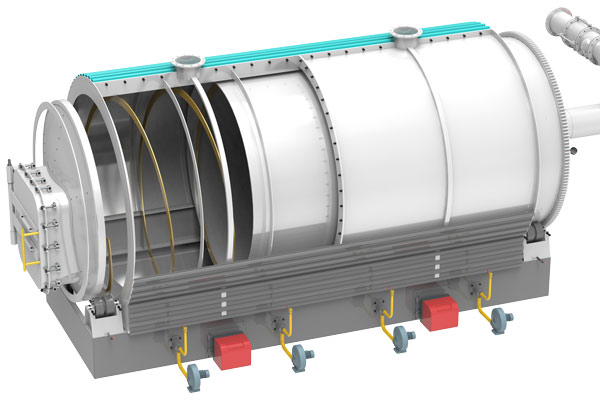
The thermal desorption unit (TDU) is a specialized device designed to carry out this process efficiently. It consists of a chamber where the oil sludge is heated, a system for collecting and condensing the vaporized hydrocarbons, and a mechanism for handling the solid residue. TDU can processing large volumes of oil sludge, making them suitable for industrial applications.
Advantages of Thermal Desorption
- Resource Recovery: Thermal desorption allows for the recovery of valuable hydrocarbons, which can be reused or sold, reducing the need for virgin oil extraction.
- Volume Reduction: By removing the hydrocarbons, the volume of waste is significantly reduced, easing the burden on landfills and disposal sites.
- Environmental Safety: The process minimizes the risk of environmental contamination by removing hazardous components from the waste.
- Energy Efficiency: Modern TDUs are designed to be energy-efficient, utilizing recovered hydrocarbons as a fuel source, thus reducing the overall energy consumption.
Bioremediation
Bioremediation is another sustainable approach to treating oil sludge, relying on microorganisms to degrade hydrocarbons into less harmful substances. This method is environmentally friendly and cost-effective, but it is typically slower than thermal desorption and may not be suitable for large-scale operations.
In bioremediation, specific strains of bacteria or fungi are introduced to the oil sludge, where they metabolize the hydrocarbons, converting them into carbon dioxide, water, and biomass. The process can be enhanced by optimizing environmental conditions, such as temperature, pH, and nutrient availability.
Advantages of Bioremediation
- Eco-Friendly: Bioremediation harnesses natural processes to degrade pollutants, reducing the need for chemical treatments.
- Cost-Effective: The process is relatively inexpensive compared to other treatment methods, particularly for low-concentration waste.
- Minimal Residue: Bioremediation typically results in minimal solid residue, reducing disposal requirements.
Solvent Extraction
Solvent extraction is a chemical method that uses solvents to dissolve and separate hydrocarbons from the solid and aqueous phases of oil sludge. The extracted oil can be refined and reused, while the remaining solids and water are treated separately. This method is effective for recovering high-quality oil, but the use of solvents raises concerns about environmental impact and safety. Consult Beston Machinery for more information on oil sludge recycling.
Advantages of Solvent Extraction
- High Recovery Rate: Solvent extraction can achieve high oil recovery rates, making it suitable for treating oil-rich sludge.
- Quality of Recovered Oil: The oil obtained through this process is often of high quality, suitable for direct reuse or refining.
- Versatility: Solvent extraction can be applied to various types of oily waste, including those with high water content.
The Role of Technology and Innovation
Advancements in technology and innovation play a crucial role in enhancing the sustainability of oily hazardous waste recycling. Improved techniques and equipment, such as advanced oil sludge pyrolysis plant, enable more efficient and effective treatment processes. Additionally, the integration of digital technologies and data analytics can optimize operations, monitor environmental impacts, and ensure compliance with regulatory standards.
The Circular Economy Approach
Adopting a circular economy approach is key to achieving sustainable recycling of oily hazardous waste. This involves designing processes and systems that prioritize resource recovery, waste reduction, and environmental protection. By treating oily waste as a valuable resource rather than a disposal problem, industries can contribute to a more sustainable and resilient economy.
In a circular economy, the focus shifts from linear resource consumption and waste generation to closed-loop systems where materials are continuously reused and recycled. This not only conserves natural resources but also reduces environmental impacts and enhances economic viability.

Regulatory Framework and Industry Responsibility
Effective management of oily hazardous waste requires a robust regulatory framework that enforces safe handling, treatment, and disposal practices. Governments and regulatory bodies play a critical role in setting standards, monitoring compliance, and promoting sustainable practices within industries.
Industries also have a responsibility to adopt best practices for waste management and invest in technologies that enhance sustainability. By implementing comprehensive waste management plans and investing in innovative treatment solutions, companies can minimize their environmental footprint and contribute to a cleaner, safer environment.
Conclusion
The sustainable recycling of industrial oily hazardous waste is imperative for protecting the environment and human health while recovering valuable resources. Techniques such as thermal desorption, bioremediation, and solvent extraction offer viable solutions for managing oil sludge, each with its own advantages and limitations. Embracing technological advancements and adopting a circular economy approach can further enhance the sustainability of these processes.
Ultimately, the responsibility for sustainable waste management lies with both industry and regulatory bodies, working together to ensure safe and effective practices. By prioritizing sustainability and innovation, we can mitigate the environmental impact of oily hazardous waste and move towards a more sustainable future.